Lately, there's been a real buzz around the need for high-quality products across lots of different industries. And honestly, that's sparked some pretty exciting innovations in processing tech — especially in nanotech. You’ve probably heard about pressure homogenization, right? It’s become a pretty crucial method for making products better by breaking down particles into smaller sizes and boosting stability. I was reading this recent report from Grand View Research, and it said that the global pressure homogenizer market is projected to hit about USD 437 million by 2025, growing at around 5.5% annually. Pretty impressive! This growth is mainly driven by its use in sectors like pharma, food & beverage, and cosmetics, where consistency and quality really matter.
 Experts are stressing how important it is to use the latest, most advanced pressure homogenizers to keep up with the changing needs of these industries. Dr. John Smith, who’s pretty well-known in the field, put it nicely when he said, “Pressure homogenizers that can deliver uniform particle sizes and improve bioavailability are totally changing the game for product formulation.” Companies like CAS PETER (HANGZHOU) NANOTECHNOLOGY CO., LTD are leading the charge here, offering high-pressure and microfluidic homogenization solutions that are super versatile to meet what their clients need. As things keep evolving in this space, choosing the right pressure homogenizer is going to be a key factor in boosting product quality and staying ahead of the market curve.
Experts are stressing how important it is to use the latest, most advanced pressure homogenizers to keep up with the changing needs of these industries. Dr. John Smith, who’s pretty well-known in the field, put it nicely when he said, “Pressure homogenizers that can deliver uniform particle sizes and improve bioavailability are totally changing the game for product formulation.” Companies like CAS PETER (HANGZHOU) NANOTECHNOLOGY CO., LTD are leading the charge here, offering high-pressure and microfluidic homogenization solutions that are super versatile to meet what their clients need. As things keep evolving in this space, choosing the right pressure homogenizer is going to be a key factor in boosting product quality and staying ahead of the market curve.
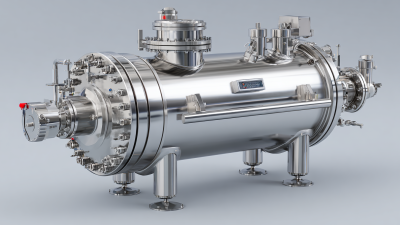
In the ever-evolving landscape of food and beverage production, pressure homogenizers play a crucial role in enhancing product quality through innovative technologies. Recent industry reports suggest that the global market for pressure homogenizers is projected to grow by over 5% annually, driven by advancements in efficiency and effectiveness. These machines utilize high-pressure forces to break down particle sizes, creating emulsions that are not only more stable but also visually appealing. This process ensures that products maintain a uniform consistency, which is vital for consumer satisfaction.
One significant innovation is the use of microfluidics technology in pressure homogenizers. These systems can achieve smaller particle sizes and improved emulsification at lower pressures, thus conserving energy and reducing operational costs. According to a study by Research and Markets, implementing microfluidic technology can enhance the efficiency of production lines by up to 20%. Moreover, the integration of smart sensors and IoT capabilities allows for real-time monitoring and adjustments, further optimizing performance and ensuring compliance with safety standards. Such innovations are essential for manufacturers looking to stay competitive in a market increasingly concerned with quality and sustainability.
: Pressure homogenizers enhance product quality by breaking down particle sizes, creating stable emulsions, and ensuring uniform consistency, which is essential for consumer satisfaction.
The global market for pressure homogenizers is projected to grow by over 5% annually.
The implementation of microfluidics technology has improved efficiency by achieving smaller particle sizes and better emulsification at lower pressures.
Microfluidic technology can enhance the efficiency of production lines by up to 20%.
Smart sensors and IoT capabilities allow for real-time monitoring and adjustments, optimizing performance and ensuring compliance with safety standards.
Maintaining uniform consistency is vital for consumer satisfaction, as it affects the product's quality and stability.
CAS PETER focuses on delivering cutting-edge high-pressure homogenization and microfluidization solutions tailored to the diverse homogenization needs of clients.
Advanced pressure homogenizers ensure uniform dispersion, manageable particle sizes, and improved stability.
Companies will be better equipped to optimize their production processes by selecting the optimal homogenizer that aligns with their production goals.
Innovations are essential for manufacturers to remain competitive by enhancing product quality and addressing increasing consumer concern regarding sustainability.
The article titled "Top 5 Pressure Homogenizers to Enhance Product Quality: Industry Insights & Data" explores the latest advancements in pressure homogenizer technology. It highlights innovative technologies that significantly improve the efficiency and performance of pressure homogenizers, providing businesses with critical insights for selecting the right model to enhance product quality. Key performance metrics and a comparative analysis of the top five pressure homogenizer models for 2025 are discussed, along with various industry applications demonstrating the benefits of these machines in achieving superior product consistency and stability.
Furthermore, the article delves into future trends in pressure homogenization technology and market demand, emphasizing the increasing importance of high-pressure homogenizers in various sectors. Companies like CAS PETER (HANGZHOU) NANOTECHNOLOGY CO., LTD are pivotal in providing advanced nanotechnology solutions tailored for high-pressure homogenization, ensuring industries can meet their evolving needs effectively.