A Homogenizer Mixer is one of those essential pieces of kit that you’ll find used across all sorts of industries — from food manufacturing and pharma to cosmetics. It’s a pretty versatile tool that plays a crucial role in creating smooth, uniform mixtures. Basically, it makes sure all the ingredients are blended together just right, giving you that perfect consistency and stability. By breaking down bigger particles and spreading them evenly throughout the mix, it boosts the overall quality of the products, improves their texture, and even helps them last longer on the shelf.
Using a Homogenizer Mixer involves applying some serious mechanical shear forces to the materials inside. As these forces do their thing, they break apart larger clumps and lumps, making the final product much more uniform. This process doesn’t just improve how the product looks and feels — it also makes it easier to emulsify liquids that normally don’t mix well, which is a game-changer in production lines where consistency really counts.
In this article, I’ll take a closer look at how these mixers work, the different types you can find, what they’re used for, and the tech behind their operation. Getting a handle on how these mixers function can help businesses figure out if they should add one to their manufacturing setup — leading to better products and happier customers in the long run.

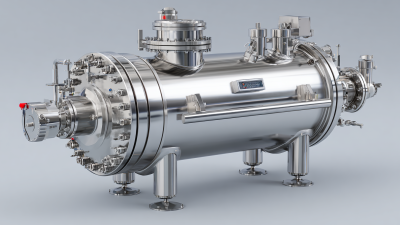
A homogenizer mixer is an advanced piece of equipment used in various industries to achieve a uniform mixture of substances. Essentially, it works by applying intense mechanical forces, such as shear and impact, to break down particles and disperse them evenly throughout a liquid medium. This technology is critical in sectors like food and beverage, pharmaceuticals, and cosmetics, where consistency and texture are paramount. According to a report by MarketsandMarkets, the global homogenizer market is projected to grow from approximately $1.8 billion in 2022 to $2.5 billion by 2027, indicating an increasing reliance on these devices for industrial applications.
In practical terms, a homogenizer mixer can significantly enhance the stability and quality of products. For instance, in the food industry, it is not uncommon for emulsified products to experience separation over time; homogenizers effectively prevent this by maintaining a stable blend of oil and water phases. A study published by the International Journal of Food Science found that products processed with homogenizers had an average shelf life increase of 20% compared to those that were not homogenized. This increase not only improves product longevity but also ensures a higher standard of quality for consumers, driving demand in an increasingly competitive market.
: A homogenizer mixer is primarily used to achieve uniform consistency in products across food, pharmaceutical, and cosmetic industries, ensuring even distribution of ingredients and enhancing overall product quality.
The technology of homogenizer mixers has evolved from simple manual devices in the late 19th century to high-pressure homogenizers in the mid-20th century, which can achieve finer particle sizes and improved emulsion stability.
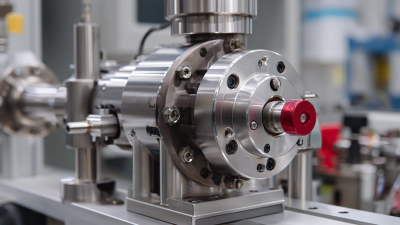
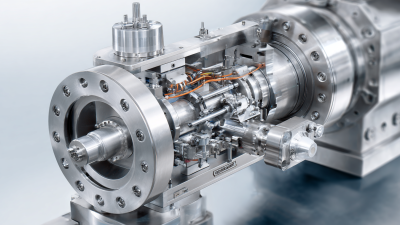
The key components of a homogenizer mixer include the rotor, stator, and the shear gap. The rotor creates a vortex that draws materials into flow, while the stator provides a controlled environment for mixing under mechanical forces.
Homogenizer mixers provide uniform consistency, enhance texture, improve flavor and nutritional profiles, and extend shelf life, making them essential for food product quality and consumer acceptance.
By achieving uniform consistency and breaking down ingredients at a molecular level, homogenizer mixers improve product stability, which allows for longer shelf life and reduces the need for additional emulsifiers and stabilizers.
Homogenizer mixers are widely used in food processing, pharmaceuticals, and cosmetics industries due to their ability to create homogenous mixtures and improve product quality.
Recent advancements in homogenization technology have resulted in energy-efficient models that can achieve up to 30% energy savings compared to traditional mixers, contributing to sustainability efforts in manufacturing.
Regular maintenance is crucial to prolong the lifespan of the equipment and ensure optimal performance, thereby maintaining product quality and overall efficiency in production processes.
By creating higher quality products with improved textures and flavors, homogenizer mixers align with increasing consumer demand for premium products, enhancing overall product appeal in the market.
Homogenizer mixers improve the solubility and integration of vitamins and minerals in the final product, making them particularly beneficial in the production of dairy products and beverages.
A Homogenizer Mixer is a specialized device designed for blending and emulsifying various substances to achieve a uniform consistency. It has evolved significantly over the years, with advancements in technology enhancing its efficiency and reliability. The key components include the homogenizing chamber, rotor, and stator, which work together to create shear forces that break down particles and distribute them evenly throughout the mixture.
Homogenizer Mixers are widely used across multiple industries such as food and beverage, pharmaceuticals, and cosmetics. They provide numerous advantages, including improved texture and shelf life of products. Proper maintenance and care are essential to ensure optimal performance and longevity of the equipment, which plays a critical role in the production process. Overall, the Homogenizer Mixer proves to be an invaluable tool for achieving high-quality emulsified and blended products.