In the world of manufacturing, staying competitive really depends on how efficient and effective your production processes are. Lately, using advanced tech like the Valve Homogenizer has become a total game-changer across various industries — think food, pharma, cosmetics, you name it. I remember reading a report by the International Society for Pharmaceutical Engineering (ISPE) that says the global market for homogenization equipment could hit over $1.5 billion by 2025 — shows how much companies are counting on these tools to make their products more uniform and top-notch.
Experts like Dr. Emily Carter, who's pretty renowned in food tech circles, often highlight how important homogenization is. She mentioned that a Valve Homogenizer doesn’t just make products more stable — it also improves how they taste and feel, which is a big deal in delivering quality stuff to consumers. Thanks to its precise control and the shear forces it creates, these homogenizers help manufacturers get that perfect, uniform texture in their products — which, in the end, really amps up customer satisfaction.
As industries keep evolving, it’s super important to understand how adding a Valve Homogenizer into your production line can be a total win. It can boost your yield, help you meet all those tough regulatory standards, and bring a bunch of other benefits. So, in this article, I’m gonna go over the top ten perks of using a Valve Homogenizer and explain how it can really shake up your production process and help your business thrive.

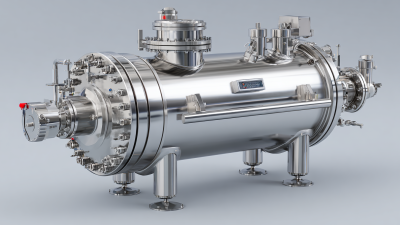
Valve homogenizers are essential tools in various production processes, particularly in the food, pharmaceutical, and cosmetic industries. These devices function by forcing a product through a narrow valve at high pressure, which causes the materials to experience intense shear forces. This results in a more uniform particle size and a stable emulsion, crucial for products that rely on consistency and quality. By using a valve homogenizer, manufacturers can achieve the desired texture and viscosity, allowing for better control over the final product characteristics.
The operation of a valve homogenizer is based on fluid dynamics principles, combining mechanical and hydraulic forces to break down solids in a liquid medium. During the homogenization process, materials are subjected to turbulence and cavitation, which further enhance the breakdown of particles. This technology not only improves the stability and shelf life of products but also optimizes the production efficiency by reducing the need for additional processing steps. With the ability to fine-tune the operational parameters, such as pressure and flow rate, valve homogenizers offer flexibility for manufacturers to adapt to different formulations and meet varying production demands.
: Valve homogenization is a technology that enhances product consistency in production by utilizing high-pressure valves to reduce particle sizes and eliminate inconsistencies, ensuring uniform texture and composition across batches.
By ensuring a uniform texture and composition, valve homogenization improves the visual appeal, flavor, stability, and overall performance of products, which contributes to higher consumer satisfaction.
Homogenization enhances shelf life by creating stable emulsions that prevent separation and sedimentation, maintaining desirable textures and reducing spoilage risks associated with microbial growth.
By improving the stability of emulsions and suspensions, homogenization minimizes the risk of microbial growth, leading to safer food products and reducing the need for excessive preservatives.
The reduced variability in product characteristics achieved through valve homogenization makes it easier for businesses to scale production and meet market demands effectively.
Valve homogenizers are easier to maintain due to their design, which has fewer moving parts, allowing for quick troubleshooting and streamlined upkeep, thus enhancing overall productivity.
Valve homogenizers often feature intuitive controls for precise adjustments, making them user-friendly and facilitating quicker staff training and onboarding.
When consumers can expect the same high quality from each use, it strengthens brand loyalty and improves their overall satisfaction with the product.
By prolonging shelf life and reducing the need for preservatives, homogenization techniques contribute to lower waste in production and retail, supporting a more sustainable food system.
Industries that implement valve homogenization can maintain a competitive advantage by ensuring product consistency, which is increasingly recognized as vital in a rapidly evolving marketplace.
Valve homogenizers are essential tools in modern production processes, known for their ability to enhance product consistency and improve the shelf life of various products. By utilizing high pressure to finely blend and homogenize ingredients, valve homogenizers ensure uniformity in texture and taste, which is critical for customer satisfaction. Additionally, these systems are recognized for their cost-effectiveness, as they optimize resource use while minimizing waste.
Furthermore, valve homogenizers have applications across multiple industries, from food and beverage to pharmaceuticals, demonstrating their versatility. They also contribute positively to environmental sustainability by reducing energy consumption during processing. Lastly, the ease of maintenance and operation of valve homogenizers makes them an attractive addition to any production line, allowing for efficient and continuous production with minimal downtime.