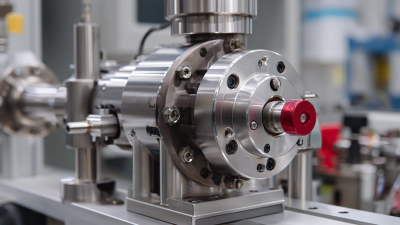
In the pharma world, making sure your products are top-notch is a big deal. One of the key tools that helps get at that high standard is the Pharmaceutical Homogenizer Machine. These machines are pretty amazing—they really help make formulations more uniform and stable. That’s super important because it keeps the drugs effective. Basically, they break down particles and spread everything out evenly, which boosts both the physical and chemical qualities of different formulations.
Plus, using a Pharmaceutical Homogenizer Machine in quality checks really helps with meeting strict regulations and makes sure that products are consistent and reliable. As folks keep demanding better-quality meds, having this kind of technology becomes more and more essential. Jumping on board with these machines allows manufacturers to work more smoothly and confidently that every product is safe and effective. All in all, investing in pharmaceutical homogenization isn’t just about keeping up—it’s about shaping the future of pharma manufacturing. It opens doors to new, innovative solutions that benefit both companies and the people using their products.

Pharmaceutical homogenizer machines are essential in the pharmaceutical industry, especially for quality control and product consistency. These machines ensure that active ingredients are uniformly distributed within formulations, which is critical for achieving the desired therapeutic effects. According to a report by the International Pharmaceutical Excipients Council, up to 80% of drug formulations require homogenization to ensure optimum performance and stability. This highlights the significance of these machines in maintaining product quality and compliance with regulatory standards.
Tips: When selecting a homogenizer, consider factors such as the viscosity of your formulation and the required particle size reduction. Ensuring that the equipment is suitable for your specific needs can significantly enhance the quality control process.
Moreover, pharmaceutical homogenizer machines offer advantages such as reducing the processing time and improving the reproducibility of results. These machines can efficiently produce emulsions, suspensions, and solutions with minimal variations, which is critical in determining the safety and efficacy of pharmaceutical products. Research indicates that homogenized products can exhibit up to 30% improved bioavailability compared to their non-homogenized counterparts, making these machines a vital investment in quality assurance.
Tips: Regular maintenance and calibration of homogenizers are crucial for consistent performance. Establishing a routine will help identify potential issues early and ensure reliable operation.
| Benefit | Description | Impact on Quality Control |
|---|---|---|
| Uniform Particle Size | Ensures all particles are of a consistent size, which improves product stability. | Enhances bioavailability and efficacy of drug products. |
| Increased Stability | Reduces sedimentation and aggregation, leading to stable formulations. | Prolongs shelf life and effectiveness of pharmaceutical products. |
| Improved Efficiency | Speeds up the homogenization process compared to traditional methods. | Reduces production time and costs. |
| Enhanced Quality Assurance | Facilitates consistent and reproducible results for quality testing. | Meets regulatory standards and ensures product safety. |
| Versatility | Can be used for a variety of formulations, including emulsions and suspensions. | Allows for comprehensive testing across different product types. |
: Homogenizer machines are vital for achieving uniform distribution of active pharmaceutical ingredients (APIs) within excipient matrices, ensuring product consistency, efficacy, and safety.
They reduce the particle size of drug formulations, which increases the surface area and improves dissolution rates, particularly for poorly soluble compounds.
Smaller particle sizes lead to better drug efficiency and ensure that the final product complies with stringent regulatory standards.
They should evaluate the scale of production, specific formulation needs, and the machine's capabilities, including advanced features like temperature control and pressure monitoring.
Homogenizers ensure uniformity and consistency in product formulations, minimizing variations that can affect drug efficacy and safety.
They enable real-time assessments and adjustments, allowing manufacturers to continuously monitor product quality throughout production.
Regular maintenance and calibration are crucial for maintaining consistent quality output and adherence to Good Manufacturing Practices (GMP).
By ensuring high-quality pharmaceutical products that meet industry standards, homogenizers help safeguard public health and maintain trust among healthcare providers and patients.
Pharmaceutical Homogenizer Machines play a crucial role in quality control within the pharmaceutical industry. By achieving uniform particle size, these machines ensure optimal drug formulation, enhancing the stability and efficacy of pharmaceutical products. The key functions of these homogenizers not only improve product performance but also bolster quality assurance practices, leading to consistent outcomes that meet regulatory compliance and standards.
As the pharmaceutical sector continues to evolve, the use of Pharmaceutical Homogenizer Machines is expected to advance with emerging technologies that further enhance their efficiency. These innovations will likely focus on delivering superior results in drug development processes, ultimately ensuring higher quality products for consumers while adhering to stringent regulatory requirements.